はじめに
ラクトコーダで測定できる項目は次の4つです:
- 機械の洗浄能力 (乱流の度合)
- 洗剤の濃度
- 洗浄水の温度
- 各洗浄工程の長さ
これらのデータは通常のラクトコーダの標準品で分析することが可能です。
機械の洗浄能力
ラクトコーダが装備する60個のセンサーにより、洗浄水がラクトコーダ本体にどのぐらい流れ込んでいるかを判定することができます。さらに、乱流の発生があるかどうかを確認することもできます。
洗剤の濃度
ラクトコーダのセンサは電機伝導度を調べることができます。これにより、洗浄水の洗剤の濃度を調べることが可能であるといえます。
洗浄水の温度
通常の乳温の場合、温度センサーは 29,6 °C ~ 41.9 °Cの範囲の温度を計測します。プログラムにより基板の回路を切り替えることで、温度センサは 0 °C ~ 100 °Cの範囲の計測モードに切り替わります。これにより、高温に達する洗浄水の温度を計測することが可能になります。
各洗浄工程の長さ
ラクトコーダは洗浄工程の開始・終了を自動的に判定します。
1. 前すすぎ:ぬるま湯または水
2.a) 主洗浄
– 1回目の主洗浄:お湯と洗剤
– 2回目の主洗浄:酸リンス(水と洗剤)
2. b) 熱湯洗浄:熱湯と洗剤
3. 後すすぎ
洗浄工程の自動認識
洗浄工程開始: 水の流れを確認
洗浄工程終了:
一定時間(2分30秒)以上水の流れがない場合
全工程終了:
最大計測時間が終了した場合、<C>ボタンで中止した場合
一時的に洗浄を中断するシステム(ヒーターを使用している場合など)にも対応できます。
注意:
洗浄工程の自動認識は、洗浄水の温度と洗剤濃度によっておこなわれます。場合によっては、間違った認識をおこなう可能性も考えられます。例えば、主洗浄の洗剤水温度極端に低い場合は、主洗浄として認識されない場合ケースがあります。
洗浄モニタリングの実行
検定で乳量の測定が全て終了し、ラクトコーダで計測終了のメニュー操作をおこなうと、自動的に洗浄モードに切り替わります。ラクトコーダのレバーを洗浄モードに切り替え、ツヅケル...<E>で画面のバックライトが消灯します。この作業で洗浄の測定開始待ち状態に切り替わります。
モニタリングの測定パラメータ
測定パラメータは5つあります。(温度、濃度、水の通過率、水の満水率、乱流率) これらの情報は連続的に測定され、ラクトプロでグラフ化することが可能です。
使用する洗剤のコードや全洗浄工程時間の最大長さを、群データエディタで設定することが可能です。これらの情報はラクトコーダ本体で測定を開始する前に入力しなおすことも可能です。搾乳ポイント番号は、検定の計測開始時に設定したポイント番号がそのまま適用されます。
NOTE:
洗浄モニタリングの計測で使用するメモリは全工程の長さが35 分の場合、10分の搾乳計測に匹敵する容量です。(約 900 Bytes).
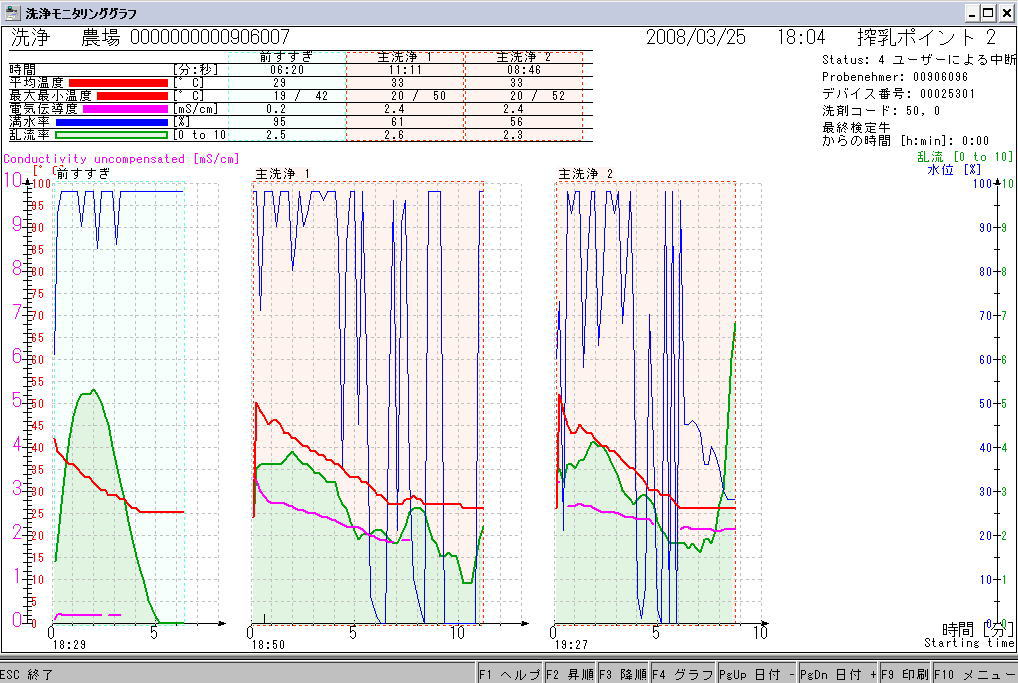
洗浄グラフ
5つの測定項目のうち4つの項目がグラフ化されます。 (水の通過率はシステムの内部パラメータです) 各パラメータごとにグラフ線を色わけして表示されます。洗浄サイクルは前すすぎ、主洗浄、後すすぎもしくは前すすぎ、主洗浄Ⅰ、主洗浄Ⅱ、後すすぎというパターンで自動認識され、各フェーズの開始時刻と経過時間の長さが表示されます。グラフを一まとめに表示した場合は、各パラメータに対応した色・単位で左右に縦軸が表示されます。グラフを分割した場合は、縦軸は全て左側にに表示されます。
グラフを一まとめに表示する方法:メニュー>オプション>洗浄カーブをひとまとめにして表示にチェックをつける
グラフの上に各フェーズ平均値をまとめた表が表示されます。
その他グラフ画面には、農家コード、日付時刻、搾乳ポイント番号、洗浄終了のスティタス、洗剤コード時間などが表示されます。さらに、最後の検定から洗浄開始までの洗浄開始までの時間も記録されます。このデータは乳の凝固が発生しないように、搾乳終了後できるだけ早い時間におこなうことを指導することに利用できるデータ項目です。
測定パラメータ
ラクトコーダのセンサによる測定インターバルの最小単位は 0,7 秒です。洗浄モニタリングに関しては16インターバルの 11.2 秒の平均値が採用されます。
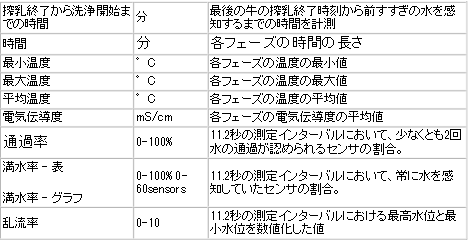
フェーズの時間長さ
2分30秒以上水の流れの感知がない場合、フェーズの終了を判定します。洗浄水のエア回収工程は含まれない可能性があり、実際のフェーズの長さとは異なるケースが考えられます。
通過率
11.2秒の測定インターバルにおいて、少なくとも2回水の通過が認められるセンサの割合を表示します。(100%=センサ60個)
この項目は、ラクトコーダ自体の洗浄の良し悪しを判定するための指標です。
もしも通過率が100%に満たなかった場合は、ラクトコーダは洗浄をおこなっていないと判定します。この場合、次の乳検において洗浄をおこなっていないことを知らせるためのメッセージを表示します。
満水率
ラクトコーダの内部を満たす洗浄水の水位を調べるための測定パラメータです。この指標は、洗浄水の量が適正かどうかを判断するためのもので、複数の搾乳ポイントで
調査をおこなった場合は、場所により水の流れる量に差があるかどうかを知ることもできます。11.2秒の測定インターバルにおいて常に水を感知していたセンサの割合を計測します。(センサ60個全て=100%)
満水率100%の状態が長く続く洗浄は決していい条件とはいえません。センサが完全に満たされている状態、つまり空気の層がない状態では流速が1.5~2.0kg/以下に低下し、洗浄力に乏しい状態になります。逆に満水率が100%になる状態が短すぎる場合は、洗浄水不足といえます。搾乳ポイントによる偏差が認められる場合は、システムの改善が必要となります。
乱流率
洗浄の強さを表す測定パラメータです。洗浄水の勢いを1-10の数字で判定します。数値が大きいほうが洗浄力があると判定します。この数値が大きい場合は、空気と水が乱流を作り出してる状態を示し、数値が小さい場合は、水の流れがよどんでいる状態を示します。
この測定パラメータは、60個のセンサが11.2秒の間の最高水位と最小水位の差を数値化した値です。洗浄モードのラクトコーダは、適正なプラントにおいて理想的な乱流を作り出す構造になっています。
乱流の良し悪しはシステムの必要排気量と大きく関係します。また、複数の搾乳ポイントで調査した場合は、真空の作用に偏差がないかどうかを調べることができます。
温度
フェーズごとの洗浄水の温度を調査することができます。
温度と電気伝導度によって洗浄フェーズの種類を自動認識します。
電気伝導度
電気伝導度を調べることにより、洗剤の濃度が適正であるかどうかを判断することができます。または、後すすぎの工程において、十分に洗剤のすすぎがおこなわれているかどうかを調べることもできます。搾乳前の殺菌工程を検証する場合については、残留塩素が多い場合に生菌数を減少させる効果は認められますが、牛乳の風味を損なう原因となることも考える必要があります。
主洗浄における電気伝導度が10mS/cmを超え測定不能となるような場合は、洗剤濃度が高すぎるといえます。洗剤濃度が高すぎると洗浄効果が逆に下がってしまいます。適切な洗剤の量は、各メーカーが明記している使用量を守ることです。
後すすぎにおいて高い値の電気伝導度が認められる場合、洗浄力に問題があるか、時間が短すぎるケースが考えられます。このように、電気伝導度によって残留洗剤の有無が心配されるすすぎ効果の良し悪しも判定できます。
洗剤コード
ラクトコーダに、洗浄開始の事前に洗剤のコードを登録することができます。洗剤コードは2種類まで定義することができ、2番目のコードは2回目の主洗浄を自動認識した際に適用されます。洗剤コードの入力は、ラクトコーダ本体への入力操作または牛群エディタで登録します。使用した洗剤コードは、ラクトプロによって洗浄モニタリングのグラフに記載されます。
ラクトコーダのプログラム開発において、洗剤濃度の結果をg/kgで表示できるようにする将来構想があります。しかしながら、現時点では洗剤コードは単なる記録の表記でしかありません。
洗剤コードの定義例
洗剤コードは3桁の数字で定義します。下記はその入力例です。
百の位の数字 = 0 : 洗剤を使用しない(お湯のみの主洗浄)
百の位の数字 = 1 : アルカリ洗剤 (pH 9 ~ 12)
百の位の数字 = 2 : 酸性洗剤 (pH 3 ~ 6)
百の位の数字 = 3 : 中性洗剤 (pH 6 ~ 9)
百の位の数字 = 4 : 殺菌剤
百の位の数字 = 5 : 強アルカリ洗剤 (pH > 12)
百の位の数字 = 6 : 強酸性洗剤 (pH < 3)
十の位は洗剤メーカーを定義します。一の位は商品名称で区別します。

コメント